Giới thiệu
Nâng cao chất lượng và năng suất để đạt được lợi thế cạnh tranh luôn là một vấn đề lớn đối với hầu hết các Lãnh đạo doanh nghiệp sản xuất. Hơn nữa, như Giffi và cộng sự đã nói, "khả năng cạnh tranh bền vững không thể được tạo ra trong một sớm một chiều và sẽ không bao giờ đạt được nếu các nhà sản xuất chỉ tập trung vào một số yếu tố trong phương trình sản xuất." Do đó, một doanh nghiệp sản xuất nên luôn cố gắng sử dụng công nghệ sản xuất tiên tiến để vận dụng các kỹ năng quản lý tốt hơn, để tổ chức doanh nghiệp "đúng quy mô" và xem xét bất kỳ cách tiếp cận phù hợp nào khác nhằm đạt được lợi nhuận ổn định trong thời gian dài. Kaizen và Tự động hóa là hai cách tiếp cận khá khác nhau để nâng cao năng suất và chất lượng của các doanh nghiệp sản xuất. Cả hai cách tiếp cận đã được áp dụng cho nhiều ngành công nghiệp và nhiều bài học thành công đã được công bố. Kaizen, nghĩa là (liên tục) cải tiến, là yếu tố then chốt trong thành công về mặt kinh tế của các doanh nghiệp công nghiệp Nhật Bản. Với các kỹ thuật "truyền thống" như nhóm chất lượng (hoặc hoạt động nhóm nhỏ) và vòng tròn quản lý (kế hoạch-thực hiện-kiểm-tra-hành động), Kaizen có thể biến một doanh nghiệp không có lãi thành một doanh nghiệp có lãi mà không cần đầu tư nhiều vào thiết bị. Mặt khác, sử dụng tự động hóa là áp dụng công nghệ sản xuất tiên tiến để năng suất có thể được nâng lên đáng kể. Nhiều doanh nghiệp đã triển khai các cụm sản xuất linh hoạt (FMC), hệ thống sản xuất linh hoạt (FMS) hoặc sản xuất tích hợp máy tính (CIM) để liên kết công nghệ hỗ trợ với quá trình sản xuất của họ. Nhiều nghiên cứu chỉ ra rằng tự động hóa là sự khởi đầu của một làn sóng khác của Cách mạng Công nghiệp. Mục đích của bài viết này là minh họa cách thức kết hợp các phương pháp tiếp cận được đề cập ở trên. Cụ thể, bài viết này trình bày cách tiếp cận kaizen và cách tiếp cận tự động hóa có thể được thống nhất thành quá trình tái cấu trúc quá trình sản xuất. Sử dụng tái cấu trúc quá trình có nghĩa là phải xem xét lại một cách triệt để quá trình sản xuất đã tồn tại trong nhiều năm nhằm giảm chi phí và nâng cao hiệu quả và hiệu suất. Một mô hình mô phỏng cũng được đề xuất để nghiên cứu sự cải tiến hiệu suất của doanh nghiệp. Phần cuối cùng của bài báo thảo luận về sự phát triển thêm của dự án này.
Bối cảnh doanh nghiệp
Doanh nghiệp được nghiên cứu trong bài báo này là xưởng ống của một Nhà máy đóng tàu. Nhà máy được thành lập cách đây khoảng 20 năm và hiện nay lãnh đạo doanh nghiệp nhận thấy năng suất lao động và hiệu quả sản xuất ở mức rất thấp. Mặt khác, các doanh nghiệp cùng ngành có thể cung cấp sản phẩm với tốc độ nhanh hơn và với chi phí thấp hơn nhiều. Khi doanh nghiệp chuyển đổi sang sản xuất hàng thương mại nhà máy có thể đối mặt với khó khăn đang tồn tại khi hướng tới có lợi nhuận trong tương lai gần. Một yếu tố khác là do ngành công nghiệp đóng tàu là một ngành được gọi là công việc độc hại, nguy hiểm và khó khăn. Nhà máy cũng đang phải đối mặt với vấn đề tuyển dụng lao động có trình độ.
Dự án cải tiến được thực hiện tại Phân xưởng ống. Phân xưởng có thể sản xuất ống ở tất cả các phạm vi kích thước sử dụng cho nhà máy đóng tàu. Tuy nhiên, khả năng (tốc độ) sản xuất ống mỗi ngày không đáp ứng được yêu cầu của nhà máy và cần phải làm thêm giờ hoặc hợp đồng gia công bên ngoài, dẫn đến tăng chi phí. Hình 1 thể hiện quá trình sản xuất của xưởng sản xuất ống.
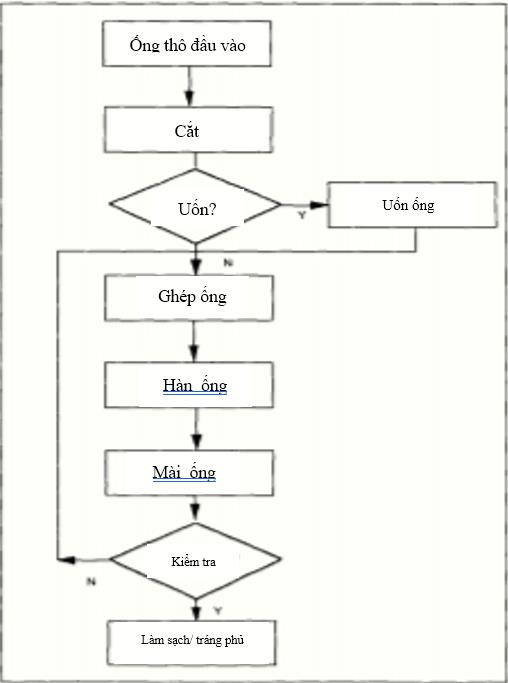
Hình1: Quá trình sản xuất ống truyền thống
Hiện có 67 công nhân trong xưởng sản xuất ống, và năng suất sản xuất trên một công nhân mỗi ngày thấp hơn nhiều so với các doanh nghiệp cùng ngành. Theo quan sát của chuyên gia tư vấn VNPI, nguyên nhân dẫn đến năng suất lao động thấp là do bố trí nhà xưởng chưa phù hợp và máy móc thiết bị lạc hậu. Mặt bằng xưởng ống hiện tại được minh họa ở hình 2.
Mong muốn của Lãnh đạo doanh nghiệp rất rõ ràng: Liệu có thể nâng cao năng lực sản xuất của xưởng ống với lực lượng lao động ít hơn không? Các chuyên gia tư vấn của Viện Năng suất Việt Nam đề xuất hai phương pháp tiếp cận: Áp dụng Kaizen và Tự động hóa một phần quá trình. Khái niệm và phương pháp thực hành của hai cách tiếp cận này được giải thích ngắn gọn trong các phần sau.
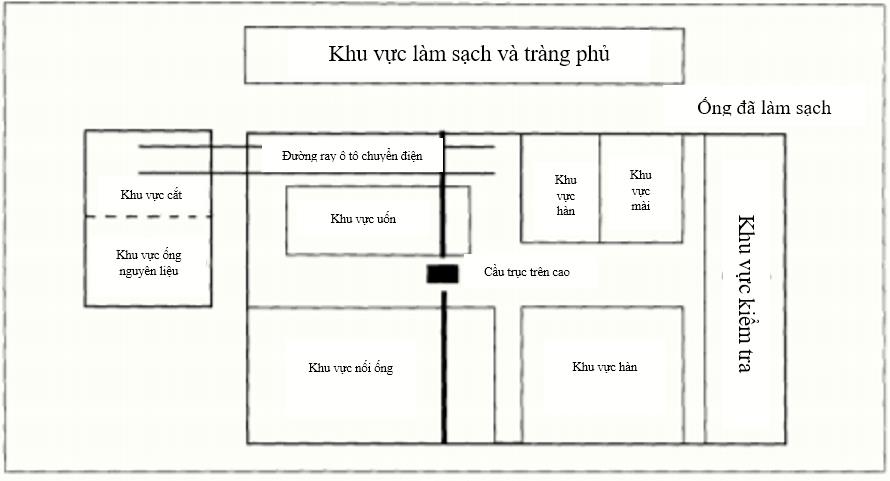
Hình 2: Mặt bằng phân xưởng ống hiện tại
Cách tiếp cận tự động hóa
Tự động hóa là một trong những công cụ rất hiệu quả đối với các doanh nghiệp sản xuất. Doanh nghiệp có thể tận dụng lợi thế của các công nghệ mới để quá trình sản xuất có thể hiệu quả hơn các doanh nghiệp khác. Nội dung của công nghệ tự động hóa không chỉ liên quan đến Máy tính hỗ trợ thiết kế (CAD), Máy tính hỗ trợ sản xuất (CAM), Robot, máy tính điều khiển số (CNC) và nhiều sản phẩm phần cứng / phần mềm, mà còn bao gồm các khái niệm và kỹ thuật như Thiết kế cho sản xuất (DFM), giá trị kỹ nghệ (VE) và công nghệ nhóm (GT)... Do đó, để thiết kế và triển khai các công nghệ mới và xây dựng “Nhà máy chuyển đổi số” không chỉ đơn giản là mua và lắp đặt một số giải pháp chìa khóa trao tay cho doanh nghiệp. Cũng cần chứng minh cẩn thận việc đầu tư tài chính và chuẩn bị các hoạt động đào tạo đầy đủ. Các chuyên gia tư vấn đã đưa ra lời khuyên liên quan đến việc tự động hóa xưởng sản xuất ống và đề xuất một số gợi ý như sau:
- Hiện tại có ba cần cẩu trên cao trong xưởng sản xuất ống, và một trong số đó luôn bị hỏng. Do hiệu suất sử dụng của cần trục cao, nên xưởng sản xuất ống nên xem xét trang bị thêm một cần trục.
- Một điểm nghẽn khác của xưởng ống là công đoạn uốn. Do thời gian cần thiết để thay đổi đồ gá - lên đến 2 giờ đối với máy uốn lớn - đề xuất là cải tiến phương pháp đánh dấu ống trong quá trình cắt. Có nghĩa là, sau khi các ống thô được cắt, một máy đánh dấu có sự hỗ trợ của máy tính sẽ được sử dụng để đánh dấu các ống cần uốn cong trong quá trình này. Sau đó, công nhân có thể phân loại các ống đã cắt để giảm số lần thay đổi cữ gá trong quá trình uốn. Công suất của khu vực hàn không đủ đáp ứng và nhiều đoạn ống đang chờ hàn trên nền xưởng. Máy hàn tự động nên được trang bị trong thời gian tới.
Cách tiếp cận Kaizen
Khi được áp dụng vào sản xuất, Kaizen sẽ trở thành CIM (sản xuất cải tiến liên tục). CIM sử dụng bảy công cụ kiểm soát chất lượng truyền thống: Biểu đồ Pareto, biểu đồ phân bố, biểu đồ xương cá, biểu đồ kiểm soát, biểu đồ phân tán, biểu đồ cột và lưu đồ, và phiếu kiểm tra để thực hiện các hoạt động giải quyết vấn đề trong nhà máy. Cơ chế cơ bản của thực hành phương pháp Kaizen là cải tiến bất kỳ những gì có thể theo chu trình PDCA (kế hoạch-thực hiện-kiểm tra-hành động), tiêu chuẩn hoá các giải pháp cải tiến và tiếp tục cho một chu trình PDCA khác. Với các hoạt động cải tiến chất lượng, người quản lý và công nhân được khuyến khích sử dụng cách tiếp cận đổi mới và chấp nhận, coi rủi ro như là cơ hội để đáp ứng tốt hơn các yêu cầu của khách hàng. Kaizen đã được chứng minh là hữu ích trong nhiều lĩnh vực khác nhau, bao gồm phát triển sản phẩm mới và cải tiến vấn đề an toàn... Hướng dẫn đầy đủ về kaizen có thể được tìm thấy trong cuốn sách của Imai (1986). Các chuyên gia tư vấn của VNPI đã khuyến khích doanh nghiệp áp dụng phương pháp tự động hóa. Ngoài ra, các chuyên gia cũng thấy rằng năng suất của xưởng sản xuất ống có thể được cải thiện hơn nữa bằng cách thực hành Kaizen. Một số gợi ý Kaizen được chuyên gia tư vấn đề xuất như sau:
- Đồ gá trên nhiều máy hàn có thể được cải tiến, do chính công nhân thông qua các hoạt động nhóm kiểm soát chất lượng thực hiện, qua đó tăng hiệu quả của khu vực hàn.
- Ai cũng biết rằng khâu hoàn thiện là một công việc rất tốn công. Chuyên gia tư vấn đề xuất rằng các đường ống cần được phân loại, dựa trên khu vực hoàn thiện của xưởng, thành các đơn vị làm việc khác nhau sau khi đường ống được làm sạch và tráng phủ. Việc hoàn thiện trước này hầu như không làm tăng thời gian xử lý ống nhưng sẽ làm giảm đáng kể thời gian hoàn thiện.
- Sau một số cuộc họp giữa xưởng sản xuất ống và bộ phận thiết kế của nhà máy đóng tàu, các chuyên gia tư vấn đề xuất rằng việc thay đổi quá trình sản xuất từ "hàn ống sau khi uốn ống thành "uốn ống sau khi hàn" là khả thi và có thể làm tăng hiệu quả của xưởng ống.
Tích hợp 02 cách tiếp cận
Những khuyến nghị từ các cách tiếp cận khác nhau đôi khi gây ra sự nhầm lẫn cho người quản lý về mức độ ưu tiên của các hành động và việc đo lường hiệu quả tiếp theo. Một khung tích hợp thống nhất được mô tả trong Hình 3 thể hiện cách tiếp cận kaizen và cách tiếp cận tự động hóa được hợp nhất để tái cấu trúc quá trình sản xuất nhằm đạt được cải thiện hiệu suất đáng kể. Khung tích hợp bao gồm tám giai đoạn và chu trình PDCA để cải tiến liên tục.
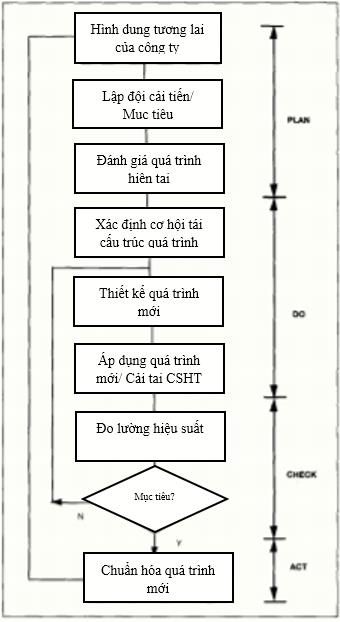
Hình 3: Khung tái cấu trúc quá trình
Trình tự các hoạt động liên quan đến tái cấu trúc quá trình như sau:
- Hình dung tương lai của doanh nghiệp. Người quản lý phải sử dụng tư duy sáng tạo để đề xuất một quá trình mới có thể cải thiện hiệu quả sản xuất. Trong quá trình nghiên cứu, trưởng phòng kỹ thuật nhà máy đã áp dụng công nghệ nhóm để sắp xếp lại xưởng ống và đề xuất cách bố trí xưởng ống "tối ưu" mà không có sự ràng buộc nào. Theo cách bố trí đề xuất này, chiều dài trong mỗi dây chuyền sản xuất ngắn hơn nhiều, và thời gian luân chuyển ống nguyên liệu được giảm xuống. Dự thảo bố cục này đã tạo ra sự hứng thú với việc thiết kế lại quá trình sản xuất.
- Tổ chức một đội cải tiến và thiết lập mục tiêu. Quá trình là một tập hợp các hoạt động hoặc nhiệm vụ sử dụng đầu vào, tăng thêm giá trị và cung cấp đầu ra để hoàn thành một mục tiêu. Hầu hết các dự án tái cấu trúc quá trình sản xuất yêu cầu một nhóm đa chức năng với các thành viên từ các bộ phận khác nhau do tính chất liên quan giữa các bộ phận trong các quá trình. Trong quá trình thực hiện cải tiến, một nhóm bao gồm các trưởng phòng thiết kế và quản lý xưởng ống. Mục tiêu của nhóm là nghiên cứu khả năng tỷ lệ sản xuất tăng 25% và giảm năm công nhân trong xưởng sản xuất ống. Nhóm dự án này sẽ xem xét các đề xuất từ các cách tiếp cận khác nhau và quyết định cách thực hiện chương trình cải tiến để đạt được mục tiêu.
- Kiểm tra quá trình hiện có. Một thực tế phổ biến là bắt đầu thiết kế lại hệ thống bằng cách đánh giá hệ thống hiện có. Đây là tiêu chuẩn cho hệ thống tương lai và là cơ sở quan trọng cho bất kỳ dự án cải tiến nào. Nhóm dự án đã mất khoảng hai tháng để xem xét các quá trình sản xuất hiện có. Các tài liệu được thiết lập đính kèm trong báo cáo cuối cùng của dự án và sẽ không được mô tả ở đây. Tuy nhiên, sử dụng sơ đồ để lập sơ đồ quá trình rất hữu ích trong việc phân tích các quá trình sản xuất. Xác định các cơ hội tái cấu trúc quá trình và khả năng hiện tại. Để xác định các cơ hội tái cấu trúc quá trình, người quản lý phải có hiểu biết sâu hơn về các quá trình từ các công nghệ cho phép hoặc từ các kỹ thuật quản lý mới. Như đã thảo luận trong các phần trước, việc nghiên cứu hai cách tiếp cận cho trường hợp của doanh nghiệp dẫn đến một số gợi ý và xác định nhiều thay đổi có thể được đề xuất. Một số trong số những thay đổi chỉ đơn giản là những thay đổi nhỏ trong nhà máy hiện có, nhưng một trong những khái niệm từ nhóm cải tiến Kaizen đã dẫn đến việc thiết kế lại quá trình sản xuất một cách toàn diện. Khái niệm này tạo cơ hội cho sự đột phá về hiệu suất, mà nhóm dự án quyết định thực hiện.
- Thiết kế quá trình mới. Với đầu vào từ các giai đoạn trước, nhóm dự án có thể thiết kế một quá trình mới. Những người tham gia vào việc tái cấu trúc quá trình nên liên tục đặt câu hỏi về những quá trình hoặc nhiệm vụ nào có thể bị dừng, tái cấu trúc hoặc cải tiến. Trong trường hợp này, nhóm dự án đã áp dụng ý tưởng "uốn ống sau khi ống được hàn" thay vì khái niệm "hàn ống sau khi ống đã uốn" hiện có trong việc thiết kế lại quá trình sản xuất của xưởng sản xuất ống. Các thành viên trong nhóm đã thảo luận về thiết kế mới từ các khía cạnh khác nhau: quản lý (tác động của nguồn nhân lực), thiết bị (tính khả thi của phần cứng và phần mềm), và cơ sở vật chất (bố trí kèm theo của quá trình sản xuất mới) để điều chỉnh quá trình sản xuất mới. Ví dụ, các kỹ sư từ bộ phận thiết kế đã tính toán tỷ lệ ống có thể phù hợp trong quá trình thiết kế mới, dựa trên bản vẽ của một số tàu hiện có và thuyết phục mọi thành viên trong nhóm rằng cách làm mới là khả thi.
- Thực hiện quá trình mới và cải tạo cơ sở hạ tầng. Giai đoạn này liên quan đến việc thực hiện quá trình mới. Lưu ý rằng quá trình tái cấu trúc cần được điều chỉnh vì các vấn đề xuất hiện trước và sau khi thiết lập. Luôn có sự đánh đổi trong giai đoạn thực hiện với chi phí, công nghệ và các vấn đề khác. Đó là lý do tại sao khung tích hợp được đề xuất có bản chất lặp lại. Trong thời gian thực hiện dự án, nhóm dự án nhận thấy rằng phương pháp mô phỏng, sẽ được thảo luận trong phần sau, là một công cụ quan trọng để giao tiếp hiệu quả giữa các thành viên trong nhóm và để dự đoán các điểm nghẽn có thể xảy ra và hiệu suất kỳ vọng của quá trình mới.
- Đo lường hiệu suất. Cuối cùng là phải xác định mức độ thành công của dự án tái cấu trúc theo mục tiêu đã đặt ra trong giai đoạn trước. Như đã chỉ ra trong nhiều báo cáo, việc cải thiện 50-60% chi phí và năng suất là một mục tiêu thực tế. Phần thảo luận chi tiết về hiệu suất của quá trình mới được trình bày trong phần sau.
- Chuẩn hóa quá trình mới. Trước khi bắt đầu một dự án tái cấu trúc quá trình mới, cần phải tiêu chuẩn hóa quá trình mới nếu doanh nghiệp cố gắng duy trì hoạt động tốt như mong đợi. Sự sẵn có của nguồn nhân lực có trình độ, trang thiết bị đầy đủ và các tài liệu liên quan là tất cả các yếu tố quan trọng trong việc chuẩn hóa quá trình mới. Nói chung, giáo dục và đào tạo nhân viên trong bối cảnh quá trình mới là rất quan trọng để duy trì hiệu suất như cũ, nếu không muốn nói là tốt hơn. Vì quá trình mới rất khác biệt so với quá trình ban đầu, nên thực tế là lãnh đạo cao nhất có thể cảm thấy rằng việc thực hiện một thay đổi mang tính "cách mạng" như vậy là quá rủi ro. Trong thời gian thực hiện dự án, các lãnh đạo doanh nghiệp đã do dự về việc thực hiện quá trình mới và các thành viên trong nhóm dự án gặp khó khăn trong việc thống nhất việc sử dụng phương pháp mô phỏng, mặc dù bố cục mới có thể hợp lý. Mô phỏng được công nhận là một kỹ thuật rất hữu ích để thiết kế và đánh giá các cơ sở sản xuất phức tạp. Như phần cứng công nghệ máy tính tiếp tục phát triển và ngày càng có nhiều phần mềm mô phỏng được bán trên thị trường, một số nghiên cứu đã được tiến hành liên quan đến mô phỏng tương tác trực quan của một hệ thống sản xuất trong thập kỷ qua. Nhìn chung, các nghiên cứu này đã chỉ ra rằng việc đưa hoạt ảnh vào làm công cụ mô phỏng có thể nâng cao khả năng trình bày với người dùng và cải thiện giao tiếp giữa người quản lý và người lập trình hệ thống. Với việc bổ sung khả năng điều khiển tương tác, người dùng có thể tạm dừng thử nghiệm mô phỏng bất kỳ lúc nào để xem thống kê và / hoặc thay đổi một số thông số; Quá trình phát triển phương pháp mô phỏng tương tác trực quan, kèm theo các thực hành trong dự án, được trình bày như sau:
- Xác định mục tiêu. Mô hình mô phỏng tốt là mô hình chỉ bao gồm hệ thống quan tâm và có thể cung cấp câu trả lời cho các nhà quản lý. Cần phải có một định nghĩa chính xác về mục tiêu. Mối quan tâm chính của dự án này là tốc độ sản xuất ước tính và số lượng công nhân cần thiết trên sàn nhà xưởng cho cả quá trình sản xuất hiện tại và mới. Thời gian để hoàn thành các thí nghiệm mô phỏng cũng phải ngắn nhất có thể.
- Thu thập và nhập liệu. Dữ liệu đầy đủ và chính xác phải có sẵn để xây dựng mô hình mô phỏng và thực hiện các thí nghiệm máy tính sau đó. Thông tin như nhu cầu, tệp định tuyến của các bộ phận, thời gian xử lý của các bộ phận, thời gian di chuyển từ vị trí này đến vị trí khác thường được yêu cầu. Các nghiên cứu về thời gian và chuyển động truyền thống và phân tích thống kê đã được thực hiện trong dự án này để tìm kiếm thông tin cần thiết. Dữ liệu hiệu suất từ các cơ sở mới được thu thập từ các nhà cung cấp.
- Vẽ bố cục và sơ đồ quá trình. Đối với mô hình mô phỏng động, cần vẽ bố cục cho phông nền trong quá trình thực hiện mô hình mô phỏng. Trong quá trình dự án, kích thước của xưởng sản xuất ống và vị trí của từng máy đã được đo. Các sơ đồ cho quá trình mới và quá trình sản xuất ống hiện có đã được vẽ. Một sơ đồ quá trình bộ phận cũng là một đầu vào cần thiết của phần mềm để hiển thị cách các bộ phận chuyển động trong quá trình sản xuất trong nhà máy. Hình 4 cho thấy đầu vào bố trí nhà máy đã sửa đổi trong máy tính.
- Kiểm tra và xác nhận. Mô hình mô phỏng máy tính cần được xác minh xem nó có hoạt động như dự kiến và phản ánh hoạt động của hệ thống thực hay không. Một mô hình mô phỏng dễ dàng hơn để xác minh và xác nhận vì người dùng có thể theo dõi kết quả của từng hoạt động trên màn hình. Đầu ra được tạo ra từ mô hình mô phỏng, dựa trên quá trình hiện có, cung cấp một điểm chuẩn để so sánh "thực tế" của nó.
- Kết quả và phân tích. Đầu ra, chẳng hạn như tốc độ sản xuất trung bình hoặc việc sử dụng mỗi trung tâm làm việc, có thể dễ dàng được tìm thấy và thu thập bằng các gói mô phỏng. Người dùng cũng có thể thử nghiệm các bố cục thay thế để cải thiện hiệu suất của hệ thống. Nhóm dự án đã sử dụng mô phỏng như một kênh giao tiếp để xem xét các kết quả có thể có của việc sử dụng các thông số vận hành khác nhau trong xưởng việc làm. Promodel PC phiên bản 5.0 được chọn làm gói phần mềm mô phỏng. Gói này cung cấp giao diện đầu vào / đầu ra dễ dàng, khả năng trình bày đồ họa động và các công cụ phân tích khác nhau với giá cả phải chăng. Các mô hình mô phỏng được xây dựng và thực hiện trên một PC tương thích với IBM. Việc phát triển một mô hình mô phỏng cho dự án, bao gồm gỡ lỗi, mất chưa đầy hai tuần; tuy nhiên, phải mất hơn ba tháng để thu thập và xác minh các dữ liệu đầu vào cần thiết.
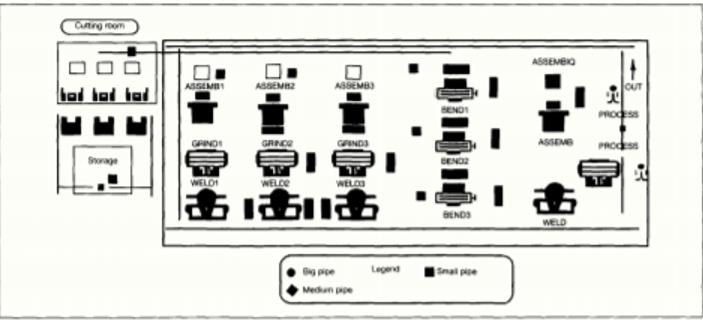
Hình 4: Mặt bằng xưởng trong mô hình mô phỏng
Kết quả và phân tích
Chuyên gia tư vấn và đội cải tiến của Nhà máy thực hiện phân tích tĩnh và phân tích động. Phân tích tĩnh đã được đề cập trong nhiều tài liệu về bố trí sản xuất. Người ta có thể tính toán khoảng cách di chuyển của một đoạn ống trong quá trình sản xuất. Quá trình chỉ đơn giản là đặt sơ đồ trên bàn và xem qua sơ đồ quá trình sản xuất và sơ đồ quá trình công đoạn để xác định cách một đường ống được sản xuất ra trong nhà máy và khoảng cách di chuyển là bao nhiêu. Ví dụ, người ta thấy rằng khoảng cách di chuyển của một đường ống thẳng cỡ lớn có thể giảm từ 228,5 mét trong cách bố trí hiện tại xuống còn 136 mét theo cách bố trí mới. Nhiều phép tính tương tự khác nhau đã được thực hiện và tất cả đều minh họa rằng bố cục mới là rất khả thi. So với phân tích tĩnh, mô phỏng sau đó được coi là phân tích động. Hầu hết các mô hình mô phỏng đều tiếp cận hệ thống sản xuất một cách linh hoạt để tỷ lệ xuất hiện của nhu cầu và sử dụng thiết bị, chẳng hạn, tất cả đều là đầu vào dưới dạng các biến động. Người dùng kiểm tra trạng thái của mô hình mô phỏng phát triển theo thời gian mô phỏng, chẳng hạn như xem hệ thống băng tải trong nhà máy. Giả sử xưởng sản xuất ống hoạt động 8 giờ một ngày và 260 ngày một năm, kết quả của các thí nghiệm trên mô hình mô phỏng mô tả rằng tốc độ sản xuất trung bình có thể tăng từ 150 ống hàng ngày lên 195 ống hàng ngày sau khi quá trình được thiết kế lại. Số lượng công nhân cần thiết trong cách bố trí được đề xuất có thể giảm từ 67 xuống 60 công nhân. Do đó, năng suất sản xuất có thể tăng từ 2,24 (150/67) lên 3,25 (195/60) - cải thiện gần 50% năng suất. Sự cải thiện đáng kể này một phần là do quá trình sản xuất được hợp lý hóa (cách tiếp cận kaizen) và việc sử dụng một số phương tiện mới (cách tiếp cận tự động hóa). Bộ phận nhân sự dự kiến là 10 người dự định nghỉ hưu trong hai năm tới, cách bố trí đề xuất cũng có thể giảm áp lực tuyển dụng lao động. Một kết quả mô phỏng quan trọng khác cho thấy việc sử dụng cần trục trên cao có thể giảm từ 96 xuống 70 lần mỗi ngày trong quá trình sản xuất mới. Kết quả này phù hợp với dự định bố trí nhà máy của lãnh đạo doanh nghiệp. Ý nghĩa của phát hiện này là không cần phải mua một cần trục mới, mặc dù điều này đã được đề xuất trong quá trình đánh giá ban đầu. Một quan sát thú vị là các nhà quản lý cảm thấy rằng công nhân cảm thấy tự hào và trách nhiệm hơn với quá trình sản xuất mới được đề xuất. Có nghĩa là, sau khi các hoạt động liên quan được thiết kế và tích hợp vào mỗi vị trí làm việc trong cách bố trí mới, công việc của mỗi công nhân được linh hoạt hơn. Người lao động hiện đang tham gia vào một việc lớn hơn trong quá trình sản xuất nên họ có động lực hơn để cải thiện môi trường làm việc của chính họ. Do vậy, chất lượng và năng suất có thể được cải thiện nhờ yếu tố con người. Vì xưởng sản xuất ống là một bộ phận của doanh nghiệp, tất cả các khoản đầu tư đề xuất đã được trình lên Lãnh đạo để phê duyệt và sau đó sẽ triển khai thực hiện.
Kết luận
Mặc dù cách tiếp cận tự động hóa và cách tiếp cận kaizen khá khác nhau, nhưng nghiên cứu này cho thấy rằng có thể kết hợp cả hai cách tiếp cận để tái cấu trúc quá trình. Dựa trên kết quả thực nghiệm từ phân xưởng ống trong nghiên cứu điển hình, kết quả cải tiến là rất đáng kể. Các điểm sau đây tóm tắt thông tin thu được từ dự án này:
1. Hãy nghĩ về quá trình thay vì sản phẩm và phòng ban.
2. Khung tái cấu trúc được đề xuất có hiệu quả và đủ khái quát để có thể áp dụng cho các kiểu thiết kế lại quá trình khác hay không?
3. Cần có một nhóm chức năng chéo và cần có sự giao tiếp tốt giữa các thành viên trong nhóm.
4. Phương pháp mô phỏng rất quan trọng và rất cần thiết trong quá trình tái cấu trúc.
5. Khi thiết kế lại quá trình sản xuất, yếu tố con người cần được xem xét cẩn thận
Ths. Cao Hoàng Long
Viện Năng suất Việt Nam